

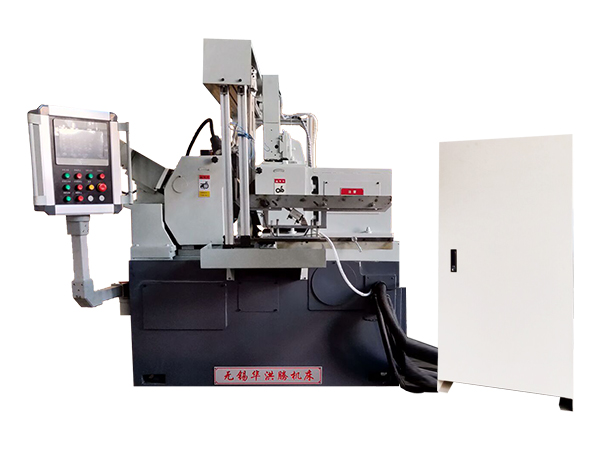
MK1050-5数控无心磨床
机床主要特点:
1:砂轮,导轮厚度(150mm),通磨精度高。切入磨时长可一次磨削150mm以内的工件,并配全自动上下料机械手,可实现一人操作多台,生产效率高。
2:机床为单面导轮架进给移动,稳定性好,精度高。
3:砂轮采用五片式长轴瓦动压油膜轴承,刚性好,能适应重负荷磨削及精密磨削的需要。导轮主轴采用整体1:30锥体滑动轴承,砂轮导轮均为悬臂式结构。
4:导轮架进给导轨采用十字交叉刚导轨,进给机构采用伺服电机带动高精度行星齿轮减速机,通过连轴器驱动滚珠丝杆来实现进给,小进给量为0.001mm.
5:导轮调速采用交流变频调速。
6:砂轮,导轮修整X轴,Y轴均采用伺服电机驱动滚珠丝杆方式,无需通过仿形板实现多台阶修整。在切人磨时对精度要求高的多台阶轴能实现一次成型修整,精度高。
7:机械手为双机械手,采用伺服电机驱动滚珠丝杆,定位精度高,生产效率高。
8:本机床系统采用日本三菱Q系列+触摸屏实现5轴联动,共有6只伺服电机。
主要用途及适用范围
本机床可用于各种圆柱体零件及各种多台阶轴零件成形切人磨削加工。
机床主要规格
通磨
切人磨
1:砂轮,导轮厚度(150mm),通磨精度高。切入磨时长可一次磨削150mm以内的工件,并配全自动上下料机械手,可实现一人操作多台,生产效率高。
2:机床为单面导轮架进给移动,稳定性好,精度高。
3:砂轮采用五片式长轴瓦动压油膜轴承,刚性好,能适应重负荷磨削及精密磨削的需要。导轮主轴采用整体1:30锥体滑动轴承,砂轮导轮均为悬臂式结构。
4:导轮架进给导轨采用十字交叉刚导轨,进给机构采用伺服电机带动高精度行星齿轮减速机,通过连轴器驱动滚珠丝杆来实现进给,小进给量为0.001mm.
5:导轮调速采用交流变频调速。
6:砂轮,导轮修整X轴,Y轴均采用伺服电机驱动滚珠丝杆方式,无需通过仿形板实现多台阶修整。在切人磨时对精度要求高的多台阶轴能实现一次成型修整,精度高。
7:机械手为双机械手,采用伺服电机驱动滚珠丝杆,定位精度高,生产效率高。
8:本机床系统采用日本三菱Q系列+触摸屏实现5轴联动,共有6只伺服电机。
主要用途及适用范围
本机床可用于各种圆柱体零件及各种多台阶轴零件成形切人磨削加工。
机床主要规格
通磨
| 1:磨削直径 | 2----50mm |
| 2:长度 | 120mm |
切人磨
| 1:磨削直径 | 2-----50mm |
| 2:长度 | 150mm |
| 砂轮规格 | P400X150X203mm |
| 砂轮规格 | P300X150X127mm |
| 砂轮转速 | 1668r/min |
| 导轮转速 | 20------200r/min |
| 导轮回转角度 | |
| 1:垂直平面内 | -2 ----+5 |
| 2:水平平面内 | 0-----+3 |
| 小进给量 | 0.001mm |
| 砂轮,导轮中心连线至托架底面高 | 220mm |
| 机床总功率 | 15Kw |
| 砂轮电机 | 11Kw |
| 导轮电机 | 1.5Kw |
| 进给伺服电机 | 1.5Kw |
| 砂轮导轮X轴伺服电机 | 0.75Kw |
| 砂轮导轮Y轴伺服电机 | 0.4Kw |
| 机床总重量 | 约2800Kg |
| 机床外形尺寸 | 1920x1680x1500mm |
| 工作精度 | |
| 1:圆度 | 0.002mm |
| 2:圆柱度 | 0.003mm |
| 3:粗糙度 | Ra0.32um |
上一产品:已是第一个!
下一产品:GSM300宽砂轮数控无心磨床
下一产品:GSM300宽砂轮数控无心磨床